







 當前位置:
當前位置:

 熱門推薦
熱門推薦


 推(tuī)薦新聞(wén)
推(tuī)薦新聞(wén)


 在線留言
在線留言 詳情內容
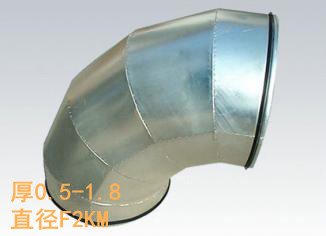
詳情內容 成都不鏽鋼(gāng)螺旋管工藝要求:
1、組織有關人員熟悉圖紙,對現場施工人員進行安全技術交底。
2、在現場與施(shī)工圖紙對照,繪製草圖。根據工程進度組織材料分批購進,加工順序(xù)依先上後下,先(xiān)大後小的原則。
3、檢查製作風管用的鍍鋅鋼板及角鋼和輔(fǔ)料的質量情(qíng)況(kuàng),無出廠合格證或質量(liàng)鑒定(dìng)文件者不(bú)得使用。且鍍鋅鋼板表(biǎo)麵應平整(zhěng)、厚度(dù)均勻、無明顯的壓傷現象,並不得有裂紋、結疤、刺邊(biān)、鏽蝕、水印等缺陷,應有鍍鋅層結晶花紋;角鋼要等型均勻,無裂紋扭(niǔ)曲及其它影響質量的缺陷。
4、法蘭製作時,同規格要采(cǎi)用統一模(mó)具,以保持法蘭規格尺寸一致和表麵平整(zhěng),法蘭要成對鑽螺(luó)栓(shuān)孔,間距不大於150毫米。法蘭與調節閥等部件聯接時,要(yào)其尺寸與部件法蘭尺寸一致。
5、法蘭(lán)內(nèi)徑應比風管(guǎn)外徑(jìng)略大於2-3毫米,鑽孔時應注意使孔的位置處於角鋼(gāng)(減去厚度)或扁鋼(gāng)的中心,排列原則,正法蘭任意旋轉時,四麵的螺孔都(dōu)能對準。對(duì)於矩形法蘭,兩對邊的螺栓孔(kǒng)均能對準。角鋼法蘭的(de)立(lì)麵和平麵(miàn)應互成90度。

螺(luó)旋風管注(zhù)意以下問題:
1、劃線要據風管的不同尺寸(cùn)形狀和(hé)規格分別進行,同時對同一段風管要完(wán)整(zhěng)進行,防止劃線錯孔和下料的多少有誤。
2、板材(cái)剪切依據劃線的階段不同,分別進行,同時(shí)必須進行下料的複核,以免有誤(wù)。按劃線形狀用機械剪(jiǎn)刀和手工剪刀(dāo)進行(háng)剪切。
3、剪切時,手嚴(yán)禁伸入機(jī)械壓板空隙中,上刀架不準放置工具等物品,調整板(bǎn)料時,腳不能放在踏板機上,使用固定式震動剪兩手要扶穩鋼板,手離刀口不得小於5cm,用力均勻適當(dāng)。
4、板材下料後在軋口(kǒu)之前,必須用倒角機或剪刀進行倒(dǎo)角工作。
5、金屬薄鋼板製作的風管用咬口連接、鉚釘連接、焊接等不同方法。
6、咬口寬度和留量根據板材厚度而定
7、焊接時必須焊縫均勻,無裂紋及加渣現象;鉚釘連接(jiē)時(shí),鉚釘中心先(xiān)垂直於板麵,鉚釘頭把材材壓緊,使板縫密合並排列整齊、均勻(yún)。板材之間鉚接,一(yī)般(bān)中間可不加墊料,設計規定時,遵(zūn)循設計。
開啟螺旋(xuán)風管(guǎn)溫溫提(tí)醒:螺旋風管製造商,側長(zhǎng)或直徑大於1250毫(háo)米的螺旋風管(guǎn)起吊不能超過(guò)兩段,側長或(huò)直(zhí)徑小於1250毫米的組(zǔ)合風管起吊,不能超過三段(duàn)。為了使螺旋管道發揮.大的作用,我們必須懂得如何利用科學來(lái)利用.少的資源來(lái)做.有益(yì)的事(shì)情。螺(luó)旋管的厚度與壓力和邊緣長度密不可分。
想要了解更多關於成都不鏽(xiù)鋼螺旋管(guǎn)的相關信息,歡迎來電久久国产精品免费一区六九堂通,我們期待為您服務!



 您暫無未讀詢盤信息!
您暫無未讀詢盤信息!